氬弧焊的訣竅是什么�?
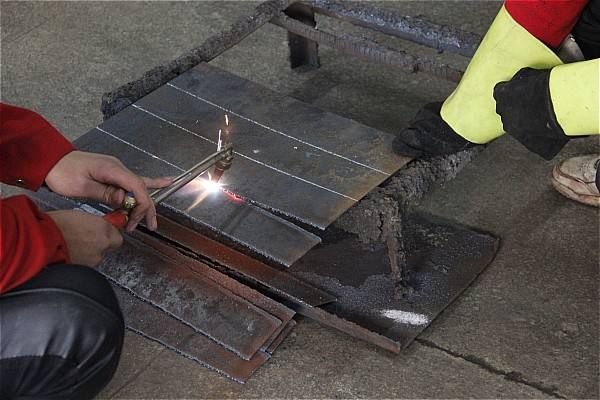
將焊絲放在焊縫上,用焊縫的一條線蓋住焊縫(焊縫是兩根管子的接口或工件的接口)�����。如果原材料相對(duì)較薄�,一定要對(duì)準(zhǔn)焊絲上方的準(zhǔn)焊絲,否則電弧會(huì)燒成一個(gè)孔��。戴上焊帽進(jìn)行焊接���。觀察焊絲和材料熔化(也就是說(shuō)���,看到焊絲變成鐵水),然后關(guān)閉大約1-2秒鐘�����。你必須一個(gè)接一個(gè)地掌握背面的焊接����。請(qǐng)注意����,一個(gè)焊點(diǎn)必須壓在一個(gè)焊點(diǎn)上����。這沒(méi)什么特別的(這都是我自己的想法���。我是焊工)特別提醒手要:將焊槍的鎢極對(duì)準(zhǔn)焊縫�,開(kāi)始焊接�����。鎢電極和工件之間的距離為1-3mm��。按下焊接開(kāi)關(guān)�����,提前供氣�,通過(guò)高頻放電開(kāi)始電弧,保持焊槍傾斜70-80°����,以11-20°的傾角勻速直線移動(dòng)焊槍。在移動(dòng)過(guò)程中觀察熔池�����。焊絲的進(jìn)給速度應(yīng)與焊接速度相匹配。焊絲不能與鎢電極接觸�����,以免燒壞鎢電極和焊炬����。同時(shí),根據(jù)焊縫的金屬顏色���,判斷氬氣保護(hù)效果的好壞�����。焊槍的鎢端與焊縫對(duì)齊�����,形成焊縫��。鎢端與工件的距離為1-3毫米。按下焊接開(kāi)關(guān)����,提前供氣���,高頻放電引弧。焊槍保持70-80度的傾斜角�����。焊絲的傾角為11-20度���。將焊絲放在焊縫上���,用一條焊縫線蓋住焊縫。(焊縫是兩根管子的接頭或工件的接頭)如果原材料較薄�,焊接必須對(duì)準(zhǔn)準(zhǔn)焊絲。否則�����,電弧會(huì)燒到焊絲的頂部�,或者材料是一個(gè)孔。戴上焊帽�。看著焊絲和材料熔化(即焊絲變成鐵水)��,然后你可以關(guān)閉它大約1-2秒鐘。勻速直線移動(dòng)焊槍����,并在移動(dòng)過(guò)程中觀察熔池。焊絲的進(jìn)給速度必須與焊接速度相匹配����。焊絲不能與鎢電極接觸,以免燒壞鎢電極和焊槍���。同時(shí)�,根據(jù)焊縫金屬顏色�����,確定氬氣保護(hù)效果的質(zhì)量














 豫公網(wǎng)安備41070202001452號(hào)
豫公網(wǎng)安備41070202001452號(hào)