什么叫焊材��,焊劑���,焊帶,焊條���,焊絲���?他們之間的關(guān)系
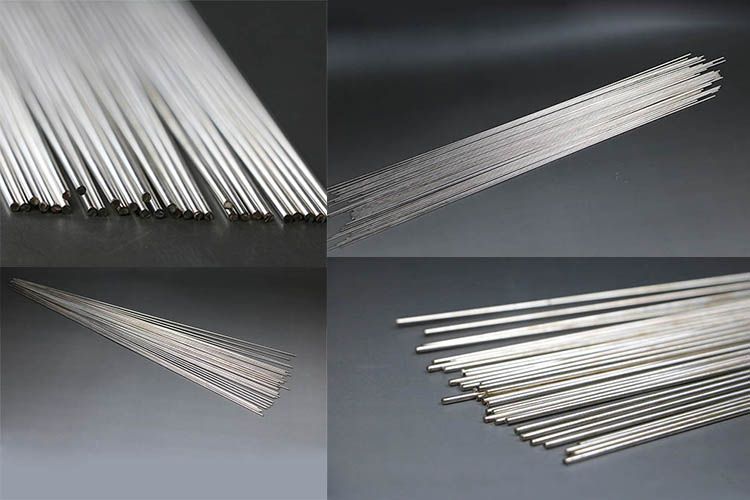
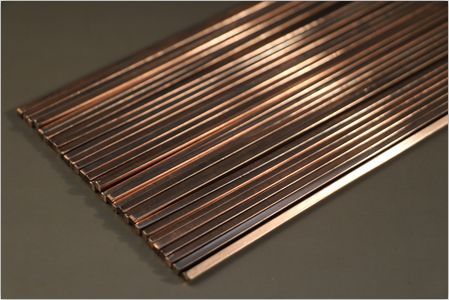
焊條由焊芯及藥皮兩部分構(gòu)成。焊條是在金屬焊芯外將涂料(藥皮)均勻���、向心地壓涂在焊芯上�����?���! 『笚l種類不同,焊芯也不同�����。焊芯即焊條的金屬芯��,為了保證焊縫的質(zhì)量與性能����,對(duì)焊芯中各金屬元素的含量都有嚴(yán)格的規(guī)定,特別是對(duì)有害雜質(zhì)(如硫��、磷等)的含量���,應(yīng)有嚴(yán)格的**����,優(yōu)于母材����。焊芯成分直接影響著焊縫金屬的成分和性能,所以焊芯中的有害元素要盡量少.含C量應(yīng)低于0.10%�����。例如H08A���,含S小于等于O.03%���、P小于等于0.03%、C小于等于0.1%�����。壓涂在焊芯表面的涂層稱為藥皮���?���! 『笚l的藥皮在焊接過程中起著極為重要的作用���。若采用無(wú)藥皮的光焊條焊接�,則在焊接過程中,空氣中的氧和氮會(huì)大量侵入熔化金屬���,將金屬鐵和有益元素碳���、硅、錳等氧化和氮化形成各種氧化物和氮化物��,并殘留在焊縫中���,造成焊縫夾渣或裂紋����。而熔入熔池中的氣體可能使焊縫產(chǎn)生大量氣孔���,這些因素都能使焊縫的機(jī)械性能(強(qiáng)度�����、沖擊值等)大大降低���,同時(shí)使焊縫變脆。此外采用光焊條焊接�����,電弧很不穩(wěn)定,飛濺嚴(yán)重�����,焊縫成形很差�����?��! ∪藗?cè)趯?shí)踐過程中發(fā)現(xiàn)如果在光焊條外面涂一層由各種礦物等組成的藥皮,能使電弧燃燒穩(wěn)定�����,焊縫質(zhì)量得到提高�����,這種焊條叫藥皮焊條�����。隨著工業(yè)技術(shù)的不斷發(fā)展,人們創(chuàng)制出了現(xiàn)在廣泛應(yīng)用的**厚藥皮焊條�。 焊絲是指焊接時(shí)作為填充金屬或同時(shí)起導(dǎo)電作用的金屬絲�。焊接各種鋼材的焊絲,在國(guó)標(biāo)GB1300-77中有明確規(guī)定












 豫公網(wǎng)安備41070202001452號(hào)
豫公網(wǎng)安備41070202001452號(hào)