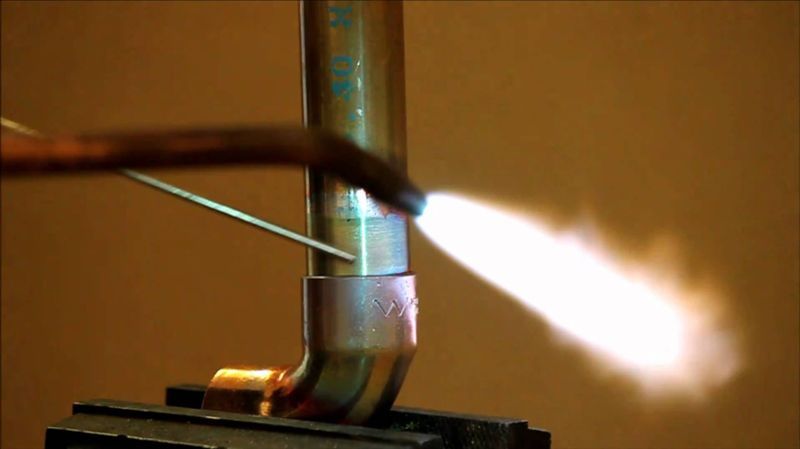
熔焊和釬焊的各自特點(diǎn)是什么�����?
1熔焊焊接過程中�����,將焊件接頭加熱至熔化狀態(tài)����,不加壓力完成焊接的方法稱為熔焊。常用的熔焊方法有電弧焊���、氣焊�����、電渣焊等����?���! ?釬焊焊接過程中,采用比母材熔點(diǎn)低的金屬材料作釬料�����,將焊件和釬料加熱到高于釬料熔點(diǎn)、低于母材熔點(diǎn)的溫度�����,利用液態(tài)釬料潤(rùn)濕母材�����,填充接頭間隙并與母材相互擴(kuò)散實(shí)現(xiàn)連接焊件的方法稱為釬焊���。常用的釬焊方法有火焰釬焊、感應(yīng)釬焊�、爐中釬焊、鹽浴釬焊和真空釬焊等�。 3不同:a焊接溫度與母材熔化溫度之間的關(guān)系熔焊時(shí)焊縫區(qū)母材熔化���,參加冶金過程���;釬焊在母材熔化溫度以下進(jìn)行的焊接 b釬焊常被整體加熱,接頭的殘余應(yīng)力比熔焊小的多��,易于保持工件的精密尺寸 c釬料的選擇范圍寬,熔焊沒有這種選擇余地 d釬焊只涉及數(shù)十微米的界面范圍����,不涉及母材深層次的結(jié)構(gòu),因此特別有利于異種金屬�����,M與M�,M與nM的連接,熔焊是做不到的 e釬焊的焊縫強(qiáng)度較低�����,一般低于母材的力學(xué)強(qiáng)度�����。而熔焊只要焊絲成分得當(dāng)�,焊后熱處理工藝適合,強(qiáng)度回接近或超過母材的強(qiáng)度







 豫公網(wǎng)安備41070202001452號(hào)
豫公網(wǎng)安備41070202001452號(hào)